




Dostawca niestandardowych przekładni stożkowych hipoidalnych stosowanych w ramionach robotów


Metoda obróbki kół zębatych hipoidalnych
Koła zębate hipoidalne można obrabiać dwiema metodami: szlifowaniem i docieraniem. Krajowe urządzenia mogą obrabiać koła zębate hipoidalne, ale obróbka o wysokiej precyzji i wysokiej jakości jest zazwyczaj wykonywana przez urządzenia zagraniczne, takie jak Gleason i Oerlikon.
W procesie szlifowania kół zębatych zaleca się frezowanie czołowe. Z drugiej strony, podczas szlifowania zaleca się stosowanie frezowania czołowego. Koła zębate obrabiane frezowaniem czołowym mają zęby stożkowe, natomiast koła zębate obrabiane frezowaniem czołowym mają zęby konturowe.
Typowy proces obróbki skrawaniem obejmuje obróbkę zgrubną po podgrzaniu wstępnym i wykańczającą po obróbce cieplnej. W przypadku frezowania czołowego koła zębate muszą zostać oszlifowane i dopasowane po podgrzaniu. Chociaż teoretycznie koła zębate z wykorzystaniem technologii szlifowania nie wymagają dopasowywania, metoda dopasowywania jest nadal powszechnie stosowana w praktyce, aby rozwiązać problemy związane z błędami montażowymi i odkształceniami systemu.
Zakład produkcyjny
Pierwsza fabryka przekładni hipoidalnych w Chinach wprowadziła technologię UMAC ze Stanów Zjednoczonych, tworząc historię i rewolucjonizując technologię przetwarzania przekładni hipoidalnych, zwiększając szybkość, wydajność i opłacalność. Doprowadziło to do wykładniczego wzrostu popytu na chiński przemysł przekładni hipoidalnych w kraju i za granicą, ugruntowując pozycję Chin jako centrum produkcji i eksportu przekładni hipoidalnych, a jednocześnie umacniając pozycję lidera w dziedzinie zaawansowanych technologii produkcyjnych.

Przepływ produkcji

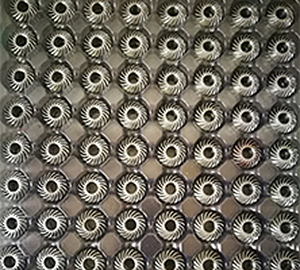
Surowiec

Cięcie zgrubne

Obrócenie

Hartowanie i odpuszczanie
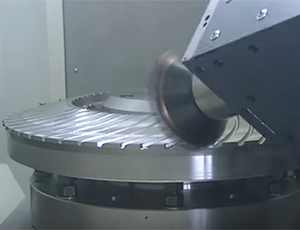
Frezowanie kół zębatych
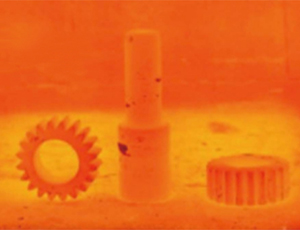
Obróbka cieplna
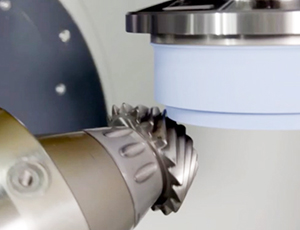
Szlifowanie kół zębatych
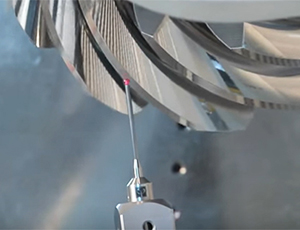
Testowanie
Kontrola
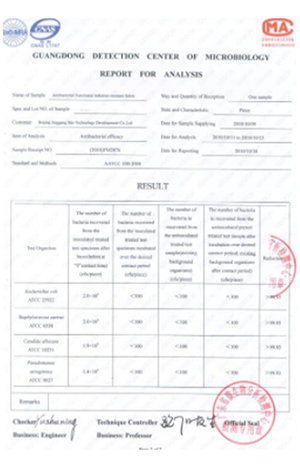
Zainwestowaliśmy w najnowocześniejszy sprzęt testowy, w tym maszyny pomiarowe Brown & Sharpe, szwedzką współrzędnościową maszynę pomiarową Hexagon, niemiecką precyzyjną zintegrowaną maszynę do pomiaru chropowatości Mar, niemiecką współrzędnościową maszynę pomiarową Zeiss, niemiecki przyrząd do pomiaru kół zębatych Klingberg, niemiecki przyrząd do pomiaru profili oraz japońskie testery chropowatości. Nasi wykwalifikowani technicy wykorzystują tę technologię do przeprowadzania dokładnych kontroli i gwarantują, że każdy produkt opuszczający naszą fabrykę spełnia najwyższe standardy jakości i precyzji. Dokładamy wszelkich starań, aby za każdym razem przekraczać Państwa oczekiwania.

Raporty
Przed wysyłką dostarczymy Ci do akceptacji pełną dokumentację jakościową.
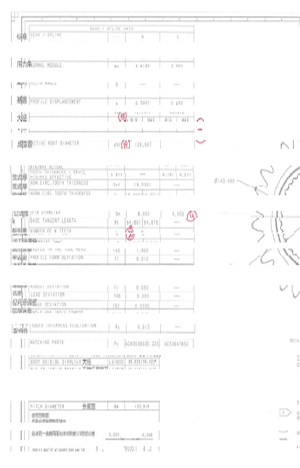
Rysunek
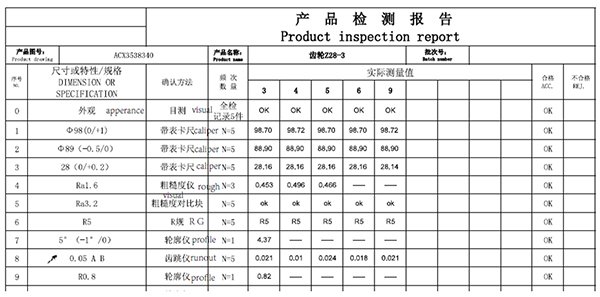
Raport wymiarów

Raport z obróbki cieplnej

Raport dokładności
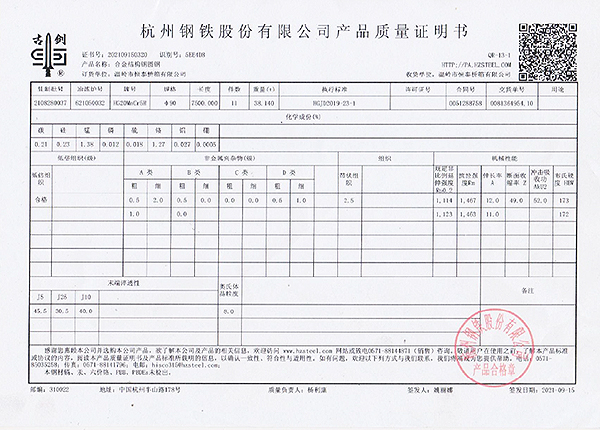
Raport materiałowy
Raport wykrywania wad
Pakiety
Opakowanie wewnętrzne

Opakowanie wewnętrzne
Karton

Opakowanie drewniane
Nasz pokaz wideo
-

Przekładnie stożkowe spiralne stosowane w maszynach rolniczych...
-

Przekładnie stożkowe Zerol do systemów robotycznych
-

Szlifowane koła zębate stożkowe spiralne do maszyn budowlanych...
-

Niestandardowe proporcje 1:1, 2:1, 3:2, 4:3, fazowane krawędzie proste ...
-

Przekładnie stożkowe hipoidalne stosowane w robotach przemysłowych
-

Chińscy dostawcy pierścieni i zębatek tylnego mechanizmu różnicowego...